
新聞中心

電鍍廠電鍍車間固定槽的結構
www.inzonline.com 化學鍍鎳--合航集團 2013-04-08 13:40
電鍍廠資訊:固定槽是儲存溶液的容器,它是電鍍車間中主要的工藝設備。不同的電鍍方式如掛鍍?滾鍍和浸鍍等都離不開固定槽。所有的電鍍工藝如化學鍍、氧化、磷化和鍍前處理的清洗、中和、化學拋光、電化學拋光、酸洗、除油,以及鍍后處理中的出光、鈍化、著色、清洗{等,也都是在固定槽中進行的。
固定槽的
結構
固定槽結構主要包括槽體、槽液加熱裝置、槽液冷卻裝置、攪拌裝置和導電裝置等。
(1)槽體
槽體也稱為槽身或槽殼,是整個固定槽的主體。槽體有時直接盛裝溶液,有時作襯里酶基體或骨架。對槽體的基本要求是不滲漏并具有一定的剛度與強度,以免由于槽體變形過犬{造成襯里層的破壞。制作槽體的材料可用鋼板、硬聚氯乙烯板、聚丙烯板等,也有的使用鈦{板,小型槽體還可以用有機玻璃板制作。具體使用的材料可根據儲存溶液的性質和材料供應情況來選擇,同時應考慮經濟效益。其中用鋼板焊接制成的固定槽,由于具有在堿性溶液中耐腐蝕、材料供應充足、價格低廉、堅固耐用、結構成型容易等特點,所以在電鍍車間中應用較多。這種固定槽如需盛放腐蝕性液體,可加耐腐蝕襯里。硬聚氯乙烯塑料槽,耐腐蝕性能較高,可直接盛放多種液體,在溶液體積較小、操作溫度較低的情況下使用較為廣泛。
槽壁的厚度視材料的強度而定,原則上應與槽體尺寸大小成正比。對于鋼板槽,一般長j度在lm以內的固定槽,壁厚在4mm左右;長度在1~2m之間的固定槽,壁厚為4~8mml,長度在2m以上的固定槽,壁厚采用6~10mm。但不應過多增加壁厚,以免槽體過分笨重,I通常可以采用槽體加固的方法。槽體加固必須達到如下要求:當固定槽盛滿溶液后,仍保掩足夠的剛性,不能有顯著變形。因此,多采用在槽沿焊接一圈角鋼,或在槽腰再焊接一圈角鋼或槽鋼的方法進行加固。槽沿上的焊縫必須進行仔細連續焊接,而下邊的焊縫則允許使用{間歇焊接。鋼槽槽底應距地面100~120mm,以防腐蝕。
槽體的尺寸,根據工藝方面的實踐,已逐漸趨于規格化,在一些設計手冊中可以查到。
常用矩形固定槽的尺寸規格
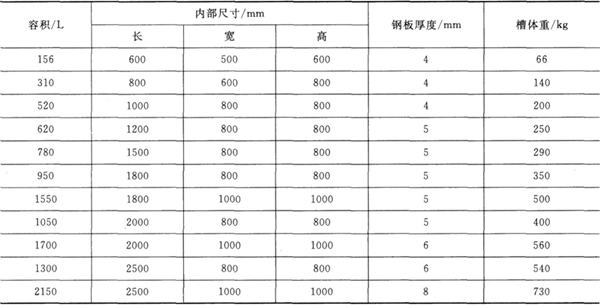
常用矩形固定槽的尺寸規格
在選擇槽體內部尺寸時,既要滿足產量上的需求,又要保證可以容納最大的零件。
首先根據車間生產綱領、工作制度、每天凈生產時數等計算出鍍槽的負荷,估算出每根極桿的長度,然后確定槽體的內部尺寸。
槽體尺寸的計算公式為
L=l+2*l1
式中L——槽體長度,mm;
l——吊掛鍍件總長度,mm;
l1——鍍件距槽邊的距離,mm。
如果采用陰極移動,再加上陰極移動行程50~150mm。
B=b+b1+b2
式中B——槽體寬度,mm;
b——鍍件寬度,mm;
b1——陽極板厚度,mm;
b2——鍍件與陽極之間的距離,一般大于150mm。
如果考慮加熱管或冷卻管,應考慮加熱管管道的直徑及管道與陽極之間的距離50mm,管道與槽壁的距離50mm等因素。
H=h+h1+h2+h3
式中H——槽體高度,mm;
h——鍍件高度,mm;
hl——鍍件最高點與液面的距離,一般為20~50mm;
h2——鍍件最低點與槽底的距離,一般為150~300mm;
h3——液面與槽沿的距離,一般為l00~200mm。
計算出槽體內部尺寸后,再按表8-3規格化。如需要槽襯,則尺寸應適當加大
● 本文《電鍍廠電鍍車間固定槽的結構》來自合航集團官網,歡迎轉載.● 鏈接地址:http://www.inzonline.comhttp://www.inzonline.com/1880.html
深圳市合航五金電子有限公司www.inzonline.com位于深圳市寶安區沙井,是廣東地區最專業的陽極工廠之一。專業從事金屬表面處理,主要包括化學鍍鎳,陽極氧化,硬質陽極氧化等。工廠擁有完善的配套(拋光、噴砂、打磨),也擁有完善的化學實驗室與檢測室,擁有德國FicsherX光測厚儀、ROSH檢測分析儀、鹽霧試驗機等。能做到快速的交期,產品質量穩定有保證。,沙井氧化廠,化學鍍鎳,陽極氧化,硬質陽極氧化,二次陽極氧化,二次氧化,二次陽極,鋅鎳合金,鋁氧化等加工服務。