
新聞中心

鐵絲鋼帶的連續堿性鍍鋅工藝
www.inzonline.com 化學鍍鎳--合航集團 2013-03-20 14:08
深圳鍍鋅廠資訊:
摘要:介紹了──種采用水溶性低泡光亮劑的堿性鍍鋅工藝,適用于鐵絲和鋼帶的連續鍍鋅。其工藝流程主要包括鹽酸酸洗,氫氧化鈉中和,在含有氧化鋅18~25g/L、氫氧化鈉200~280g/L和光亮劑(由芐基吡啶鉗鹽和聚乙烯亞胺及其衍生物組成)10~14mL/L的鍍液中鍍鋅,硝酸出光,藍白鈍化或彩色鈍化,以及烘干。討論了光亮劑用量、溫度、pH、波美度及電流密度對堿性鍍鋅工藝的影響。與傳統的硫酸鋅—明酸體系相比,該工藝所得鍍鋅層質量穩定,廢水處理簡單,彩色鈍化膜更鮮艷、牢固,耐蝕性更強。
關鍵詞:鐵絲;鋼帶;堿性鍍鋅;鈍化;耐蝕性
中圖分類號:TQ153.15文獻標志碼:A
1前言
鐵絲鍍鋅可追溯到上世紀30年代,工藝配方簡單,成本較低,以硫酸鋅為主鹽,采用阿拉伯樹膠、甘草精、糊精──類作增亮劑,由于陰極極化較差,結晶較粗糙,鍍鋅層也只是灰白色,無光亮度可言。
上世紀六七十年代,人們嘗試過多種方法,卻依然得不到全光亮的鍍鋅層。進入80年代,苯亞甲基丙酮作為鍍鋅主光亮劑被廣泛采用,配制的組合光亮劑加到硫酸鋅──硼酸型鍍鋅液中,可得到全光亮的鍍鋅層,隨后在生產中大規模應用。但是,苯亞甲基丙酮不溶于水,需要大量表面活性劑助溶,才能使它均勻分散在鍍鋅液中,以提高鍍鋅液的陰極極化度,使鍍鋅層細致光亮。在清洗過程中,高分子表面活性劑會隨清洗液排放,導致廢水的COD值很難達標。因此,既環保又經濟的堿性連續鍍鋅工藝再次引起了人們的關注。
2環保堿性鍍鋅工藝
堿性鍍鋅工藝開發應用已有30多年的歷史。早期開發的DPE-I到DPE-III、DE等添加劑,可使鍍鋅層達到結晶細致、平滑的效果,但光亮度遠不及硫酸鋅──硼酸型。隨著新──代堿性鍍鋅光亮劑的問世,堿性鍍鋅的光亮度也大幅度提升,達到了與酸性鍍鋅相同的亮度,帶動了堿性鍍鋅的大力發展。新型堿性鍍鋅光亮劑為水溶性水基型,不像硫酸鋅──硼酸型鍍鋅液中含有大量高分子表面活性劑,而使鐵絲走絲時產生大量泡沫,影響工作環境。工藝流程:開卷──酸洗──水洗──中和—堿性鍍鋅──水洗──出光──鈍化──水洗──烘干──收卷。
經過回火的鐵絲在生產線前需要進行預酸洗,洗去氧化皮及銹斑。鋼帶則直接上生產線進入工藝流程。
開卷后的酸洗采用50%的鹽酸。
中和采用3%~5%的氫氧化鈉水溶液。
堿性鍍鋅配方及工藝條件如下:
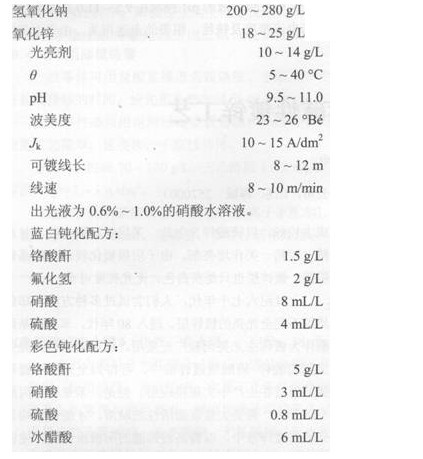
3工藝條件的影響
3.1光亮劑
上述工藝配方中的光亮劑是本世紀初開發應用于堿性鍍鋅中的多成分組合光亮劑。新型組合光亮劑拋棄了傳統的以二甲氨基丙胺為主的添加劑,采用合成的芐基吡啶筠鹽和聚乙烯亞胺及其衍化生物等組合而成,在鍍液中加大了鋅沉積的陰極極化,使鍍鋅層結晶細致、平滑,達到全光亮,且沉積速度快,提高了電流密度上限,不易產生燒焦現象。因此,該工藝較適合鐵絲、鋼帶的連續快速鍍鋅生產。光亮劑的消耗量為80~100
mL/(kA·h)。
3.2溫度
目前,開發的堿性鍍鋅組合光亮劑使用溫度為5~40℃。鍍液溫度如果超過40
℃,光亮度明顯下降。由于該工藝配方中鍍液濃度比普通堿性鍍鋅濃度偏高,采用的電流密度較高,鍍液不可避免地升溫較快。考慮到鍍液使用溫度上限問題,如果連續不停工生產,最好采用冷凍降溫設備,控制鍍液溫度在25~30
℃為好,這樣可以減少光亮劑因溫度過高而消耗,也能保證光亮劑起到正常的光亮作用。
3.3pH
堿性鍍鋅液的pH控制在9.5~11.0之間為好。pH與電流密度及鐵絲、鋼帶的走速相關。由于電流密度較高,走絲速度較快,pH很容易升高。pH值升高,鋅板溶解就會變慢,鍍液中鋅離子會逐漸減少,從而造成鐵絲、鋼帶析氫而無鍍層。因此,維持鍍液的正常pH,及時補加氫氧化鈉,才能保證鍍鋅液的正常使用,穩定生產。
3.4波美度
波美度是一種可簡便、快捷地推測鍍液濃度的方法。該堿性鍍鋅液濃度比常規堿性鍍鋅濃度高出5~6個點,宜于鐵絲、鋼帶的快速電鍍。波美度若低于23
086,應及時補充Zn0和NaOH,以保證在1.0~1.5min內沉積出光亮平滑的鍍層。
3.5電流密度
電流受鍍鋅溫度及鍍液濃度的影響較大。而堿性鍍鋅的陰極極化度小,只有較大的電流才能推動鋅離子離解析出。鍍液溫度越高、濃度越大,所需的電流密度也就越大,鐵絲、鋼帶的走線速度相應較快;反之,溫度低、濃度小,所需的電流密度就小,運行速度也慢。雖然電流密度越大,生產效率越高,但槽液的升溫也越快。因此,合理選擇電流密度至關重要。
4結語
目前,鐵絲、鋼帶的鍍鋅仍較多采用硫酸鋅──硼酸型工藝。此工藝存在不少缺點,如:所用組合光亮劑對人體皮膚有較強的刺激作用,時常引起操作工皮膚過敏;電鍍過程中會產生大量膠狀油泥或沉淀于槽底,有時又漂浮于液面而粘附于鐵絲、鋼帶上,從而影響鍍鋅質量;因走速較快會使鍍液中的表面活性劑產生大量泡沫覆蓋于液面,影響工作環境,時常產生析氫的爆鳴;清洗廢水中含脂肪醇聚氧乙烯醚和苯亞甲基丙酮,其COD值很難達到排放標準的要求。而堿性鍍鋅光亮劑為水基型,不含高分子表面活性劑,廢水處理簡便。
就抗蝕性而言,硫酸鋅──硼酸型鍍鋅不如堿性鍍鋅,彩色鈍化后的耐蝕性更是無法比。硫酸鋅—硼酸型鍍鋅層經彩色鈍化后,由于有有機物夾雜,容易變色,發烏發暗,──擦就掉膜。相反,堿性鍍鋅彩色鈍化膜牢固,耐擦、不掉膜,可長期保持鮮艷的五彩花色。因此,環保堿性鐵絲、鋼帶鍍鋅工藝是──種值得推廣應用的工藝。
● 本文《鐵絲鋼帶的連續堿性鍍鋅工藝》來自合航集團官網,歡迎轉載.● 鏈接地址:http://www.inzonline.comhttp://www.inzonline.com/1794.html
深圳市合航五金電子有限公司www.inzonline.com位于深圳市寶安區沙井,是廣東地區最專業的陽極工廠之一。專業從事金屬表面處理,主要包括化學鍍鎳,陽極氧化,硬質陽極氧化等。工廠擁有完善的配套(拋光、噴砂、打磨),也擁有完善的化學實驗室與檢測室,擁有德國FicsherX光測厚儀、ROSH檢測分析儀、鹽霧試驗機等。能做到快速的交期,產品質量穩定有保證。,沙井氧化廠,化學鍍鎳,陽極氧化,硬質陽極氧化,二次陽極氧化,二次氧化,二次陽極,鋅鎳合金,鋁氧化等加工服務。